Bico entupido, Filamento cavando ou Extrusão falhando (Stella 2)
Cavou o filamento na cabeça de extrusão? Ou patinou desgastando o filamento?
Um dos indícios deste sintoma é o
acúmulo de filamento ali na região da alavanca, onde o filamento entra na impressora.
Classificamos estes casos como
Problema de Tração, nesta situação temos que determinar a origem, a fim de sanar os problemas.
O primeiro passo a fazer é:
1. Preparação
Remova o filamento: Caso o filamento tenha sido cavado pelo trator, você não conseguirá remover pelo método tradicional.
Neste caso:
a) Comande a sua Stella para que Aqueça o bico a 200ºC | Pelo Painel LCD > Controle > Preaquecer Bico
b) Após a temperatura se elevar à 200ºC; Aperte a alavanca da Cabeça de Impressão; Empurre o filamento para baixo, para derreter a ponta que está dentro do bico; E puxe rapidamente, para evitar casos de entupimento do bico.

Atenção: Não utilize o comando "Alterar Filamento" do Painel LCD.
Porque com o filamento cavado, ele só irá cavar mais.
c) Caso o filamento se rompa dentro do extrusor ao tentar removê-lo, siga os passos do vídeo abaixo:
1 - Afrouxe a mola que dá pressão na Polia Tratora (Trator de Filamento) ;
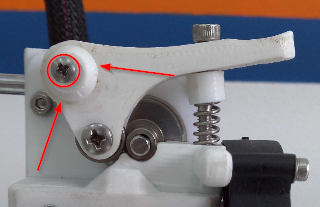
2- Remova o parafuso que fixa a Alavanca na sua Stella, ele contém duas arruelas, uma pequena e uma grande.
Fique atento na ordem em que o conjunto é montado para não ter problemas com a remontagem, a arruela grande fica para fora na montagem.
3 - Utilizando um alicate, puxe o pedaço de filamento.
d) Remova os farelos de plastico do trator: Com algum pincel ou escova, passe no Trator de Filamento para retirar o excesso de plástico que ficou ali.
2. Investigação da origem do problema:
Muitas podem ser as causas, vamos verificar cada etapa para encontrar qual ocasionou todo o problema:
Causa 1: Alavanca emperrada
A função primária da alavanca da cabeça de impressão é pressionar o filamento contra a polia tratora (ou trator).
Caso a ela esteja com seu movimento impedido de alguma forma, ela perderá o efeito mola e em algum momento reduzirá o atrito, fazendo com que o trator gire em falso.
A verificação e correção é rápida, veja o vídeo abaixo:
* A arruela pode ser de 1/8" ou 3mm pequena, com diâmetro externo máximo de 7mm.
Causa 2: Falta de pressão na mola
Para filamentos duros como o PLA, sempre que o filamento cavar ou patinar no trator, considere Tensionar mais a mola da alavanca. Esta regra acima somente não se aplica caso o motor dê pequenas travadinhas, o que indica uma boa tração.
Faça o procedimento abaixo para dar M ais tração no Filamento:
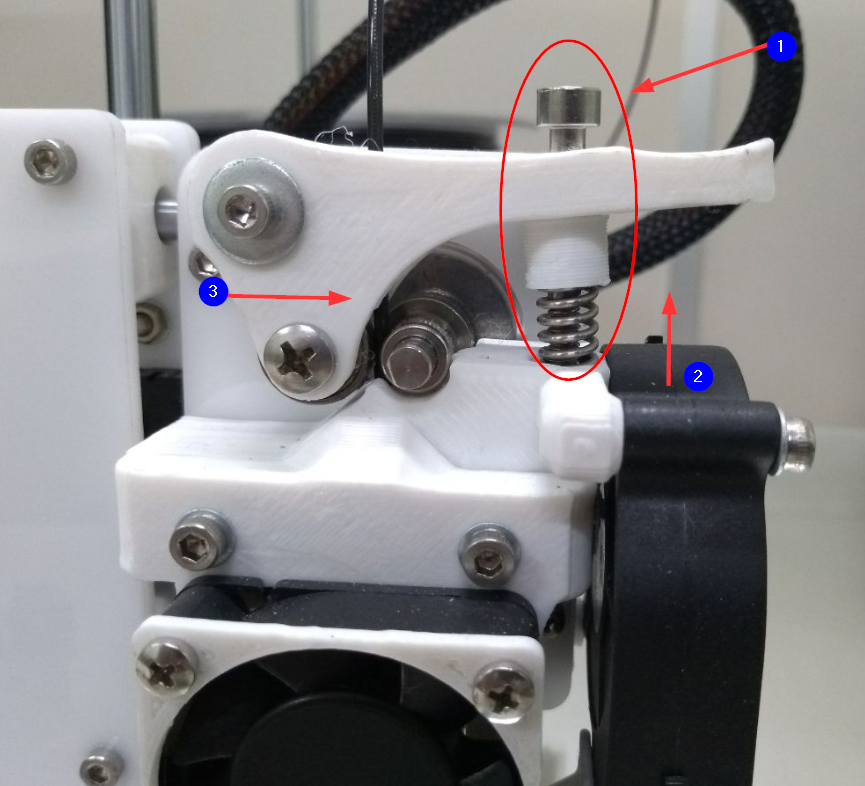
Stella 2
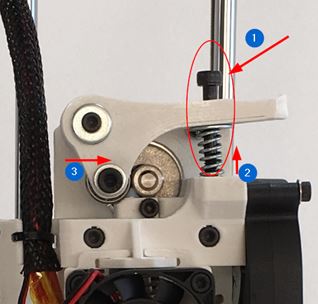
Stella 11 - Gire no sentido horário (dê torque / aperte) este parafuso, com a mão mesmo;
Não utilize ferramentas. isso poderá danificar a alavanca.
2 - A porca vai subir e comprimir a mola (não comprima demais, deixe o movimento de abertura para inserção do filamento);
3 - Por consequência vai apertar mais o filamento.
Causa 3: Alimentação do filamento
Verifique as possibilidades abaixo relativas à entrada do filamento no sistema de extrusão:
a) Liberação do material: Veja se o filamento desenrola livremente do suporte. Ele deve liberar levemente do carretel.
Evite passar a rota do filamento por anéis ou condutores, ele deve vir direto do suporte para a cabeça da Stella (veja a foto):
b) Defeito de fabricação: Em casos recorrentes, faça o teste com outra cor ou outro rolo.
Uma vez o problema não ocorra, inspecione meticulosamente o fio do filamento a fim de detectar bolhas ou caroços.
Caso encontre um defeito no nosso filamento Material 3D, comunique imediatamente nosso suporte técnico, que analizará e fará a troca do material o mais rápido possível.
c) Umidade: Filamento úmido também pode causar patinamento, isso porque gera uma expansão da água dentro do bico e uma força contrária a extrusão;A água entra em ebulição à 100ºC, dentro do bico a temperatura é de 200ºC, isso faz com que a água dilate de maneira brusca gerando uma pressão nas duas direções.
Causa 4: Erro de fatiamento
Verifique uma vez mais qual a Marca/Cor do Filamento usado e se foram usados os perfis adequados do Slic3r.
Lembrando que o Material 3D possui um perfil próprio na listagem que enviamos já configurado.
Caso esteja utilizando perfis da linha Bi3D (nossa antiga linha) com filamentos do Material 3D (nossa nova linha),
pode gerar problemas. Neste caso, recomendamos a atualização dos Perfis de Fatiamento:
Causa 5: Alterações nos padrões
Só poderemos ajudar com eficiência se o teste for feito com os perfis padrão da Boa Impressão 3D para o Slic3r.
Se estiver levando a máquina ao limite de velocidade, a dica é que quanto mais rápido (associado com uma camada mais alta), maior será a temperatura.
Causa 6: Primeira camada esmagada
Neste caso o problema de cavamento ocorre ainda na primeira camada e o aspecto geral da impressão é algo como mostra a imagem abaixo:
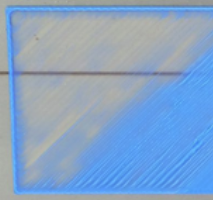
Para corrigir, faça o ajuste indicado neste artigo abaixo:
Causa 7: Polia Tratora desalinhada
Com a polia tratora desalinhada, os dentes que tracionam o filamento não tem contato o suficiente para tracioná-lo, sendo necessário o ajuste da posição da polia.
Verificando o alinhamento:
1. Desparafuse (chave Philips) o parafuso que segura a alavanca no lugar, mas não tire ele da alavanca, assim conseguimos manter a montagem da alavanca intacta;

2. Agora vamos verificar se a polia está na posição correta, a sua dentição deve estar alinhada com o furo que passa o filamento;
Desalinhada para dentro
Desalinhada para fora
Note que as polias acima estão descentralizadas em relação ao furo, necessitando de um ajuste.
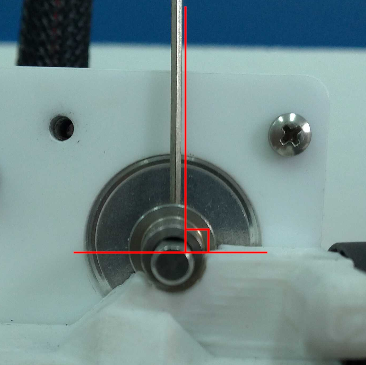
Enquanto a de baixo está correta, com os dentes alinhados com o furo de passagem do filamento.
Polia tratora alinhada (correta)
Caso a sua polia esteja correta, recoloque a alavanca, caso esteja desalinhada, siga o procedimento.
Corrigindo o problema de alinhamento:
1. Afrouxe o prisioneiro da polia tratora utilizando a chave Allen 1,5mm, até que consiga movimentar ela no eixo do motor;
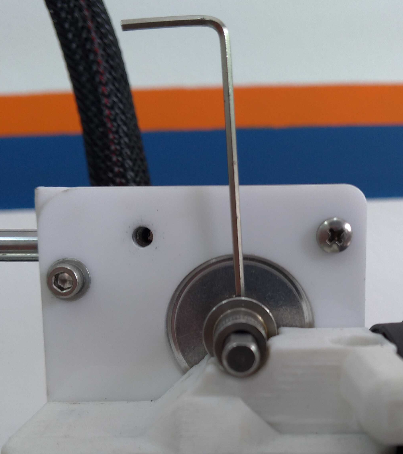
2. Realinhe a polia, de acordo com as imagem abaixo:
3. Reaperte o prisioneiro com a polia no local correto, mas tomando cuidado para o chanfro do motor estar perpendicular em relação ao prisioneiro.
4. Após garantir que a polia está bem presa no eixo do motor, coloque a alavanca no lugar, fazendo o teste explicado no item: Causa 1: Alavanca emperrada
Conclusão
Volte a imprimir e veja os resultados, lembrando que sempre que houver filamento cavando este procedimento Pode ser Repetido, até que se elimine as possibilidades e encontre a causa.
Entre em contato com o Suporte Técnico abrindo um chamado sempre que tiver dúvidas em relação os passos acima.
Muito Obrigado e Boa Impressão 3D para você!
Related Articles
Bico entupido - Como desentupir (Stella 3)
Este artigo aplica-se a: ► Stella 3 Avisos: a) Não toque nas partes metálicas do bico com a impressora ligada. Desligue o aquecimento e acompanhe a temperatura no painel, toque apenas quando atingir cerca de 30°C; b) Tome muito cuidado com os fios ...Bico entupido - como desentupir (Stella 2)
Este artigo aplica-se a: ► Stella 2 Avisos: Somente realize este procedimento se a troca da ponteira não for uma opção! a) Não toque nas partes metálicas do bico com a impressora ligada. Desligue o aquecimento e acompanhe a temperatura no painel, ...Filamento travando (Stall) - Stella 3
Filamento não sai do bico de impressão e extrusor fica fazendo Tech Tech Tech? Isso pode ser causado por alguns fatores, pode ser somente uma causa ou pode ser até uma soma das causas! A seguir veremos um pouco mais sobre o Filamento Travando ...Procedimento para trocar a ponteira (Stella 3)
Este artigo aplica-se a: ► Stella 3 Outros procedimentos: ► Stella 2 ► Stella 1 Quando trocar: a) Já tem 30 dias ou mais de vida da sua Stella (fica nos menus principais do painel LCD). b) Quando executar o comando troca de filamento no painel LCD e ...Como Trocar o seu Bico completo - Modular
Neste artigo veremos como Trocar o conjunto completo do Bico montado utilizando a conexão modular da Stella! Esse é um procedimento útil para tanto a troca do conjunto do bico completo ou até mesmo para separarmos o bico da máquina. Então vamos ao ...